沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
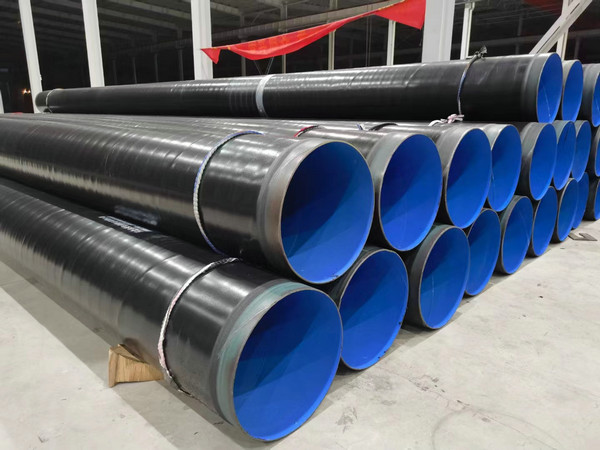
150-2867-7579给水涂塑复合钢管的设计、制造和检验应严格按照CJ/T120-2016《给水涂塑复合钢管》中华人民共和国城镇建设行业标准来执行,该标准规定了给水涂塑复合钢管(以下简称涂塑钢管)的术语和定义、分类和标记、材料、要求、试验方法、检验规则、标志、包装、运输和贮存。CJ/T120-2016行业标准适用于公称尺寸不大于DN2000、输送介质温度低于45℃的给水涂塑钢管的设计、制造和检验。一、设计:1、涂塑钢管的设计是根据工作钢管承压能力、钢管的外径与壁厚、输送介质的温度和腐蚀性、内外涂层的性能指标及管道的连接方式等方面来确定的。2、采用焊接连接时,推荐设计压力如下:基管为符合GB/T3091的电阻焊钢管时,设计压力为1.6兆帕;基管为符合GB/T3091的电熔焊钢管时,设计压力为3.0兆帕;基管为符合GB/T8163的无缝钢管时,设计压力为4.0兆帕。3、内涂材料为聚乙烯或环氧树脂的涂塑复合钢管,推荐设计输送介质的最高温度为40℃。二、制造:1、工作钢管的制造:工作钢管简称基管,适用于涂塑钢管的基材,包括无缝钢管、直缝钢管和螺旋缝钢管。无缝钢管的制造工艺包括热轧无缝、冷拔无缝和热扩无缝;直缝钢管的制造工艺包括直缝埋弧焊和直缝高频焊;螺旋缝钢管的制造工艺为双面埋弧焊。2、涂塑钢管的制造:涂塑钢管的制造是在钢管的基础上熔融涂敷塑料粉末防腐层,工艺包括以下流程:a)钢管前处理:将钢管进行喷砂抛丸除锈,将钢管的内壁和外壁表面清除干净,并产生一定的锚纹深度。b)恒温加热:将钢管放置在恒温加热炉中,对钢管进行加热,加热时间为40分钟,加热温度为200-230℃。c)内外喷涂:将聚乙烯粉末或环氧树脂粉末均匀的喷洒在钢管的内表面和外表面,使塑料粉末与钢管表面熔融形成一道坚固的涂层。d)冷却、固化:在室温环境下让涂塑钢管慢慢冷却下来,冷却后的塑料涂层与钢管表面有机的结合在一起,从而形成防腐涂层。e)成品入库:将经过各项检验后合格的涂塑钢管进行标识标注,并入成品库。三、检验:涂塑钢管的检验主要包括:外观、尺寸、涂层厚度、附着力、弯曲试验、压扁试验、冲击试验等方面。给水涂塑复合钢管的设计、制造和检验是保障产品质量和安全运行的重要条件,每一环节都要严格执行标准规范。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1788 次。
当前页面链接:http://www.wapipe9.com/baike/2308.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友