沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
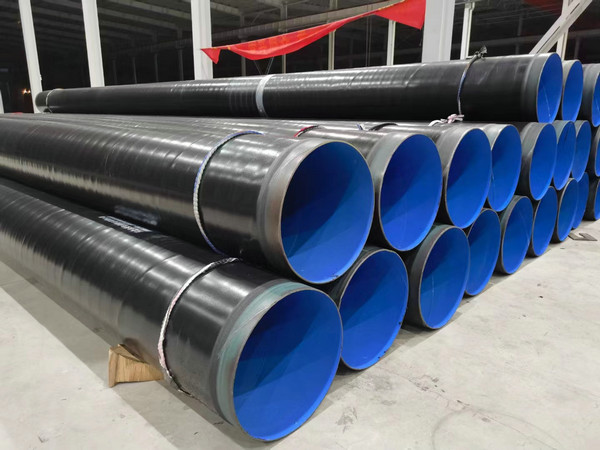
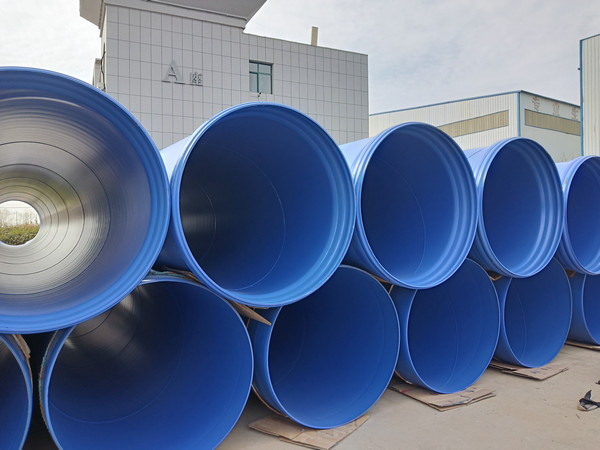
150-2867-7579涂塑复合钢管内衬鼓包是常见的质量问题,其成因涉及材料、工艺、使用环境等多方面因素,我们结合工厂多年实践经验,具体原因及分析如下:一、材料与基管缺陷:1、基管表面处理不当钢管内壁残留油污、锈迹或毛刺未彻底清除,导致涂层附着力不足,后续受压或受热时易剥离形成鼓包。基管存在夹杂物(如大型氧化物或硫化物),轧制过程中因压力分布不均导致基体分离,形成鼓包。2、涂层材料问题:塑料颗粒含水率过高或含杂质,高温熔融时水分汽化形成气泡,冷却后收缩产生鼓包。不同批次材料混合使用或回收料比例过高,导致熔体流动性差异,局部堆积形成凸起。二、生产工艺问题:1、涂覆工艺控制不当:a)温度过高:衬塑时局部温度超过塑料熔融点,塑料层软化流动,加压后形成皱纹或鼓包。b)压力不均:充气压力过大或喷涂压力不稳定,导致涂层厚度不均或局部堆积。c)静电喷涂故障:喷枪堵塞或电压不稳,造成漏涂或涂层薄弱区,后续易鼓包。2、焊接与后处理缺陷:焊管内毛刺未清理干净,或锌管内壁存在凸起,衬塑后形成不平整鼓包。涂层固化不充分,残留应力导致后期使用中变形起包。三、使用环境与操作因素:1、水压或温度波动:长期超压运行或水锤效应冲击,使内衬塑层与基管分离鼓包。高温介质(如热水或蒸汽)导致塑料层热膨胀系数与钢管差异过大,引发剥离。2、外部环境影响:腐蚀性介质渗透至涂层与基管界面,引发化学腐蚀或电化学反应,削弱结合力。紫外线长期照射(外露管道)加速涂层老化,局部起泡脱落。四、解决与预防措施:1、生产端优化:严格基管预处理(抛丸除锈至Sa2.5级),确保表面清洁度。控制涂覆温度(如PE涂层建议180–220℃)与压力,采用在线检测技术监控涂层均匀性。2、使用端管理:避免超压运行,安装减压阀或缓冲装置减少水锤效应,定期检测涂层附着力(如划格法)及厚度,及时修补破损部位。五、总结:内衬鼓包是材料、工艺、使用多因素综合作用的结果,需从生产质量控制到运维管理全流程防控。优先选择符合CJ/T120-2016或GB/T28897-2021等标准的产品,并注重安装与使用规范。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1575 次。
当前页面链接:http://www.wapipe9.com/baike/2282.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友