沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
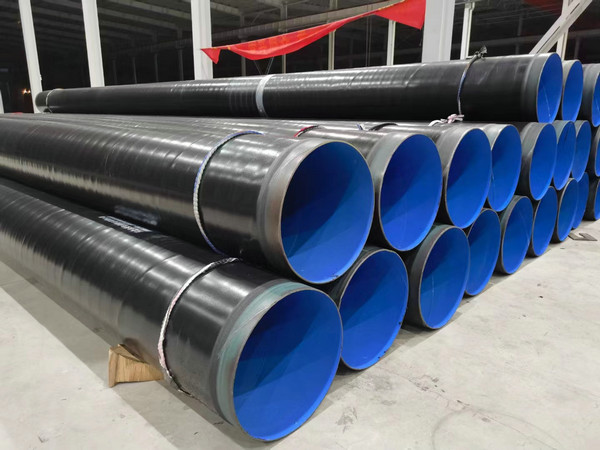
150-2867-7579双金属焊接涂塑钢管的焊接方法:双金属焊接涂塑钢管是目前长距离输水管道常用的钢塑复合管产品,其焊接方法正确与否,直接影响着整个管道工程的质量安全。认真研究双金属焊接涂塑钢管的焊接方法,建立科学的焊接工艺制度,是保障管道工程安全运行的重要条件。一、母材:母材指的是被涂塑的钢管,钢管的材质与焊丝、焊条、焊接电压、电流匹配有着密切的关系。双金属焊接涂塑钢管的母材材质多为Q235B和20#碳素结构钢,其母材化学成分和力学性能如下:1、母材的化学成分:碳含量≤0.20%;硅含量≤0.35%;锰含量≤1.40%;磷含量≤0.045%;硫含量≤0.045%。2、母材的力学性能:屈服强度≥235兆帕;抗拉强度370-500兆帕;断后延伸率≥26;冲击试验温度零上20摄氏度;冲击吸收功≥27J。二、焊接工艺:1、焊接方法:焊接包含环缝的焊接、纵缝的焊接、加劲环的焊接、灌浆孔的补强板的焊接,其他附件的焊接。焊接的方法主要采用手工焊和二氧化碳气体保护焊接,全部的纵缝、环缝、附件焊接采用手工焊;加劲环采用二氧化碳气体保护焊接。2、焊接坡口及焊前清理:所有拟焊面和离焊接边缘至少50mm内钢管端面的氧化皮、铁锈、油污或其杂质全部清理干净,每一层焊接金属表面焊渣均将彻底清理干净。3、定位焊:焊接采用已批准的方法进行组装和定位焊,对构成焊接构件的部分,可暂留在环缝焊和附件、管壁之间的焊缝内。定位焊位置距焊缝端部30mm以上,厚度不超过正式焊缝的1/2,最高不超过10mm。4、焊缝坡口间隙:焊接根部缝隙时,焊件边缘固定,保证焊接时使间隙保持在允许公差内。,5、焊前预热:按照规范要求需要预热的焊件在焊接前采取预热措施,焊接预热温度按照工艺评定进行。三、焊丝或焊条的选择:Q235B和20#钢属于碳素结构钢,当作为一般结构焊接时,可搭配E43系列焊条使用,一般多使用E4303焊条。当其作为动载荷或是复杂的厚板结构时,一般选用E4315、E4316、E5015、E5016焊条。焊条在使用前需进行烘干处理,其化学成分及力学性能见下表:
焊条化学成分及力学性能
焊条型号 | 熔敷金属含量(%) | 抗拉强度 | 屈服强度 | 延伸率 | |||||
| 锰 | 硅 | 硫 | 磷 | 镍 | 铬 | ||||
| E4303 | - | - | 0.035 | 0.045 | - | - | 420 | 330 | 22 |
| E4315 | 1.25 | 0.9 | 0.035 | 0.045 | 0.30 | 0.20 | 420 | 330 | 22 |
| E4316 | 1.25 | 0.9 | 0.035 | 0.045 | 0.30 | 0.20 | 420 | 330 | 22 |
| E5015 | 1.6 | 0.75 | 0.035 | 0.045 | 0.30 | 0.20 | 490 | 400 | 22 |
| E5016 | 1.6 | 0.75 | 0.045 | 0.045 | 0.30 | 0.20 | 490 | 400 | 22 |

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1572 次。
当前页面链接:http://www.wapipe9.com/baike/2273.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友